不銹鋼夾子零件沖壓工藝設計
作者:車床加工-CNC零件-數控機械加工手板-東莞市雅迅電子五金制品有限公司 發布日期:2018-10-10 08:21
不銹鋼夾子零件分析說明
零件形狀及其一般要求
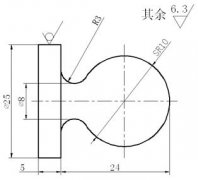
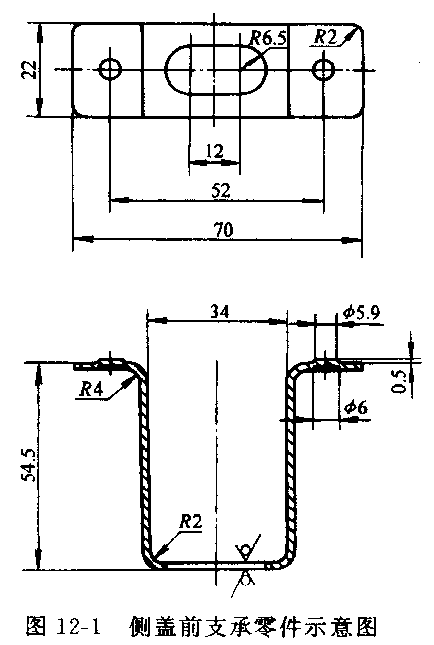
制件如圖1-1所示,材料為不銹鋼,材料厚度為0.5mm,制件尺寸精度按圖紙要求,未注按IT12級,年產生產50萬件。
工藝分析
1、 零件工藝分析
本制件形狀簡單、尺寸、厚度適中,一般批量生產,屬于普通沖壓件,但在設計冷沖壓模具時要注意以下幾點:
2 制件的外形輪廓、結構都算簡單,但是要考慮幾個孔的加工
A、 兩個2的孔的位置要求,B、 由于要裝配,C、 兩孔必須有一定的同D、 軸度要求,E、 其值為0.15mm。
3 此制件的加工難點主要在孔2的中心距的定位。
7 由于幾個孔的直徑都較小,并且有一定的批量,在設計時要重視模具的材料和結構的選擇,保證一定的模具壽命。
二、工藝方案的確定
根據制件的工藝的分析,其基本工序有落料、沖孔、彎曲三種。按其先后順序組合以及合理的加工方案有以下幾種:
1、落料-沖孔-彎曲,單工序沖壓。
2、落料-彎曲-沖孔,單工序沖壓。
3、落料沖孔-彎曲壓筋,復合沖壓。
方案1)為單工序沖壓模具。由于此制件有一定的生產批量,過多的工序,降低產品的精度,而且此方案生產效率底,不宜批量生產,故不宜采用此方案。
方案2)也為單工序沖壓模具。它除有方案1的毛病外,還有孔的位置精度難以保證,在并且在彎曲時也缺少定位精度難保證,故不宜采用此方案。
方案3)復合沖壓模具。由于制件的結構,材料的厚度較薄,沖孔與落料一次沖壓完成。故最宜采用此方案
具體方案示意如下:
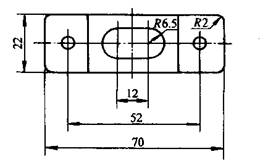
A、零件的排樣方案圖2-1
1、 零件工藝分析
本制件形狀簡單、尺寸、厚度適中,一般批量生產,屬于普通沖壓件,但在設計冷沖壓模具時要注意以下幾點:
2 制件的外形輪廓、結構都算簡單,但是要考慮幾個孔的加工
A、 兩個2的孔的位置要求,B、 由于要裝配,C、 兩孔必須有一定的同D、 軸度要求,E、 其值為0.15mm。
3 此制件的加工難點主要在孔2的中心距的定位。
7 由于幾個孔的直徑都較小,并且有一定的批量,在設計時要重視模具的材料和結構的選擇,保證一定的模具壽命。
二、工藝方案的確定
根據制件的工藝的分析,其基本工序有落料、沖孔、彎曲三種。按其先后順序組合以及合理的加工方案有以下幾種:
1、落料-沖孔-彎曲,單工序沖壓。
2、落料-彎曲-沖孔,單工序沖壓。
3、落料沖孔-彎曲壓筋,復合沖壓。
方案1)為單工序沖壓模具。由于此制件有一定的生產批量,過多的工序,降低產品的精度,而且此方案生產效率底,不宜批量生產,故不宜采用此方案。
方案2)也為單工序沖壓模具。它除有方案1的毛病外,還有孔的位置精度難以保證,在并且在彎曲時也缺少定位精度難保證,故不宜采用此方案。
方案3)復合沖壓模具。由于制件的結構,材料的厚度較薄,沖孔與落料一次沖壓完成。故最宜采用此方案
具體方案示意如下:
A、零件的排樣方案圖2-1
樣方案圖2-1
三、工藝參數的確定
R/t=2/0.5=4>0.5
式中 R??®®彎曲半徑;
T??®®料厚。
可見,制件屬于圓角半徑較大的彎曲件,應現求彎曲變形區的中性層曲率半徑ρ。
由課本p145中性層位置計算公式
ρ=R+Xt
式中 X——由實驗測定的應變中性層位移系數
由課本p145 表4-5查出X取0.42
所以:
ρ=R+Xt
=2+0.42×0.5
=2.21mm
圓角半徑較大(R>0.5t)的彎曲件毛坯長度計算公式
L=∑L直+∑L彎
L彎=[(180-a)/180]*πρ
- 毛坯尺寸的計算
- l 外形尺寸的長度計算
R/t=2/0.5=4>0.5
式中 R??®®彎曲半徑;
T??®®料厚。
可見,制件屬于圓角半徑較大的彎曲件,應現求彎曲變形區的中性層曲率半徑ρ。
由課本p145中性層位置計算公式
ρ=R+Xt
式中 X——由實驗測定的應變中性層位移系數
由課本p145 表4-5查出X取0.42
所以:
ρ=R+Xt
=2+0.42×0.5
=2.21mm
圓角半徑較大(R>0.5t)的彎曲件毛坯長度計算公式
L=∑L直+∑L彎
L彎=[(180-a)/180]*πρ
所以制件長度為如圖2-2
L=LAB+LBC+LCD+LDE+LEF+LFG+LGH+LHI+LIJ+LJK+LKL
L=3+3.0342+8.54+14+1+1+1.8028+13+1.8028+1+2
L=50.1798
DE段屬于工藝設置,目的是為了減少彎曲回彈,其半徑很大,可看成是直線,所以DE段長度按直線計算。
外形輪廓寬度的計算 :
由于考考慮到板料的利用率和排樣的方便,此制件由CAD生成的工藝尺寸為:外形輪廓寬度為L=53.74mm
排樣尺寸的計算
搭邊值的確定:
由課本上P46表3-14查得L>50的工件間a1的值為2.2*0.8=1.76
側邊a的值為2.5*0.8=2
條料寬度的計算
在設計模具是為了方便,采用無側壓裝置送料方式條料寬度計算公式如下:
B=(D+2a +Z) 0-δ
式中 B——為條料寬度的基本尺寸;
D——為條料寬度方向零件輪廓的最大尺寸 a——側面搭邊
Z——導料板與最寬條料之間的間隙
δ——條料寬度的負向偏差
搭邊距a如上所示
間隙δ、剪切公差Z查課本p47表3-17查得δ=0.5mm、Z=0.5mm
由上面公式計算得B=(53.74+2*2+0.5〉0-0.5=56.240-0.5mm
- 上一篇:五金制品UV漆固化龜裂測試標準
- 下一篇:五金零件表面處理前期的清理加工方法